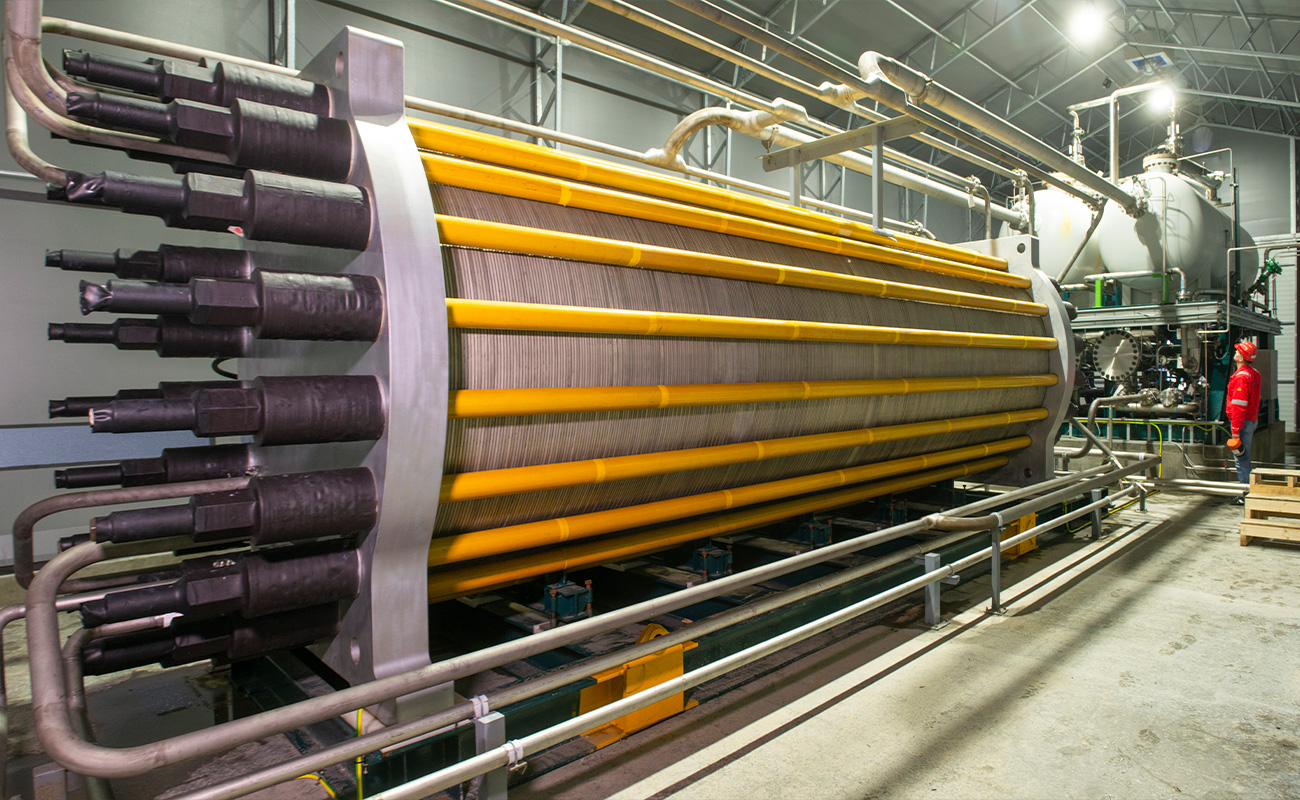
WHRB in Hydrogen Plant
Hydrogen plants use TBWES WHRBs to capture heat from reformer flue gas for steam generation and reuse
Submit your enquiryAt TBWES, we offer advanced waste heat recovery boilers tailored for hydrogen production through steam methane reforming (SMR). This process generates high-temperature flue and process gases, which our WHRBs effectively capture to produce steam.
This steam is reused within the reforming cycle or for power generation—boosting thermal efficiency, lowering energy costs, and significantly reducing carbon emissions. Our solutions include both fire-tube and water-tube designs, including process gas boilers (PGBs) that cool reformer outlet gases before they enter the converter.Additionally, our WHRBs are integrated for steam superheating and feedstock preheating, making them critical components in modern hydrogen plant design. With proven application in refineries and nitrogenous fertiliser plants, our WHRB systems are key enablers for sustainable hydrogen production and downstream chemical synthesis like ammonia, methanol, and syngas.

Technical data
Product capacity / performance range -
Capacity: 30 TPD to 5000 TPD hydrogen production
Operating pressure: Up to 40 Kg/cm2 (g)
Energy sources - Heat source: Flue gases from reformer or shift reactor furnaces
Compliance or standards followed - ASME / IBR / TRCU / PED
Flexibility or customisation options - The product can be customised based on customer needs or scale
Other technical information - Common steam drum for reformed gas boiler and flue gas boiler ensures compact design, uniform steam quality, and simplified operation
Product features